


-
-
电话:
-
0592-5095951
-
-
地址:
-
开:厦门市同安区西柯镇洪塘头一路169号三楼北边之一
-
-
联系人:
-
陈立伟
-
-
邮件:
-
-
手机:
-
13859950108
调心球轴承


调心球轴承:
1.轴承概述及应用
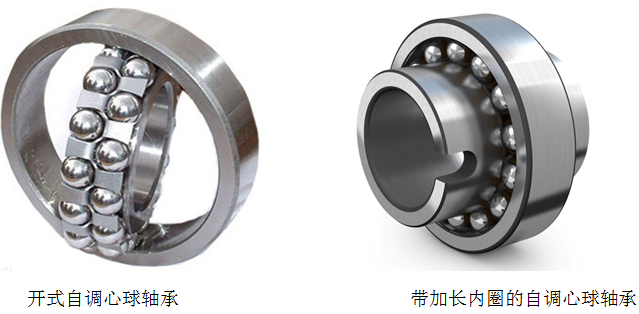
调心球轴承 --- 调心球轴承是二条滚道的内圈和滚道为球面的外圈之间,装配有圆球状滚珠的轴承。
外圈滚道面的曲率中心与轴承中心一致,所以具有与自动调心球轴承同样的调心功能。在轴、外壳出现挠曲时,可以自动调整,不增加轴承负担。调心滚子轴承可以承受径向负荷及二个方向的轴向负荷。径向负荷能力大,适用于有重负荷、冲击负荷的情况。内圈内径是锥孔的轴承,可直接安装。或使用紧定套、拆卸筒安装在圆柱轴上。保持架使用钢板冲压保持架、聚酰胺成形保持架及铜合金车制保持架。
可承受较大的径向载荷,同时也能承受一定的轴向载荷。该类轴承外圈滚道是球面形,故具有调心性能,当轴受力弯曲或倾斜而使内圈中心线与外圈中心线相对倾斜不超过1°~2.5°时,轴承仍能工作。
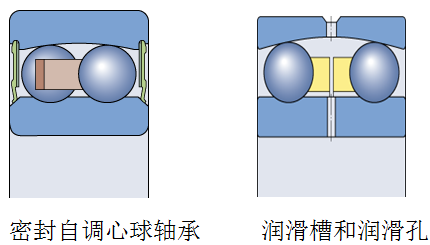
调心球轴承内孔有圆柱形和圆锥形两种。圆锥形内孔的锥度为1:1 2或1:30。为了加强轴承的润滑性能,在轴承外圈上加工环形油槽和三个油孔。
产品特性 --- 主要承受径向载荷,同时可承受较小轴向载荷。轴(外壳)的轴向位移限制在游隙限度内,具有自动调心性能,允许内、外围相对倾斜不大的条件下正常工作,适用于支承座孔不能严格保证同轴度的部件中。
结构形式 --- 带防尘盖和带密封圈的调心球轴承装配时已填入适量的润滑脂,安装前不应加热也不必清洗,使用过程中不需再润滑,适应运行温度- 30 ℃ 至+ 120 ℃ 之间。调心球轴承主要用途: 适用于精密仪表、低噪音电机、汽车、摩托车及一般机械等,是机械工业中使用最为广泛的一类轴承
用途 --- 调心球轴承适用于承受重载荷与冲击载荷、精密仪表、低噪音电机、汽车、摩托车、冶金、轧机、矿山、石油、造纸、水泥、榨糖等行业及一般机械等。

2.工程能力
设计优势:
- A)增强型的产品内部结构设计,高速、高承载、超长寿命;
- B)企业的内部控制标准均按照P6等级;
- C)低振动噪音;
D)特有的密封结构设计;
工艺优势:
- 国内领先的工艺设计;
- 采用强化热处理工艺,实现高速、超长寿命运转;
实验验证能力:
针对调心球轴承的应用特点:高速,长寿命等;EFG拥有完善的实验验证能力,可进行温升、漏脂,防尘、寿命可靠性等测试
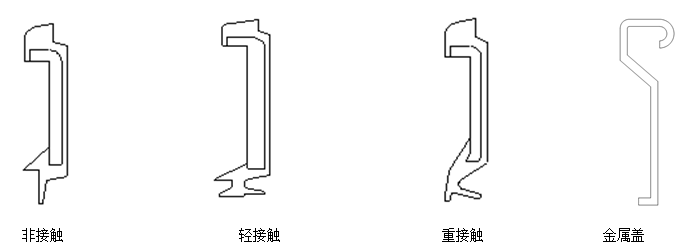
3.密封性能
常用密封结构;如下图:
材料选择
A)轴承内、外圈选用高氮轴?钢;
B)钢球选用特优级优质精炼轴承,精度等级G10,振动等级Z4;
C)密封材料选用适合高速应用的工况;
4.质量保证
A)EFG已通过汽车行业IATF:16949质量管理体系以及ISO9001质量管理体系,从原材料采购到成品出库,均有规范的流程来控制产品质量;
B)EFG拥有完善的检测实验室,CMM、测长仪、轮廓仪等高精度检测设备,保证检测结论可靠、有效;
C)EFG拥有完善的性能实验室,能进行寿命可靠性测试、泥浆测试、防尘测试等性能测试,验证产品的各项性能。
5.常见问题及解决方案
A)轴承温度过高
在机构运转时,安装轴承的部位允许有一定的温度,当用手抚摸机构外壳时,应以不感觉烫手为正常,反之则表明轴承温度过高。
轴承温度过高的原因有:润滑油质量不符合要求或变质,润滑油粘度过高;机构装配过紧(间隙不足);轴承装配过紧;轴承座圈在轴上或壳内转动;负荷过大;轴承保持架或滚动体碎裂等。
B)轴承噪音
滚动轴承在工作中允许有轻微的运转响声,如果响声过大或有不正常的噪音或撞击声,则表明轴承有故障。
滚动轴承产生噪音的原因比较复杂,其一是轴承内、外圈配合表面磨损。由于这种磨损,破坏了轴承与壳体、轴承与轴的配合关系,导致轴线偏离了正确的位置,在轴在高速运动时产生异响。当轴承疲劳时,其表面金属剥落,也会使轴承径向间隙增大产生异响。此外,轴承润滑不足,形成干摩擦,以及轴承破碎等都会产生异常的声响。轴承磨损松旷后,保持架松动损?,也会产生异响。
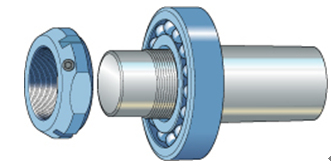
6.安装说明
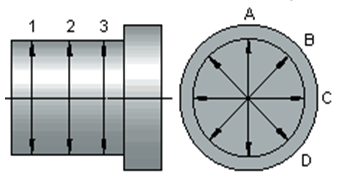
将轴承中的防锈油及润滑脂挖出,用煤油或清洗剂将轴承清洗干净,并用干净的布擦干。禁止用脏油或脏布、棉纱清洗或擦干。用塞尺测量调心轴承自由游隙。
(1)轴承应留在原有包装中直到安装前的一刻,以防止被污染。
 (2)应检查所有与轴承接触的组件的尺寸和形状公差。
(2)应检查所有与轴承接触的组件的尺寸和形状公差。

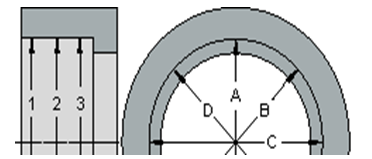
(3)圆柱形轴颈的直径,通常使用千分尺测量各三个平面的四个点。适当填写测量记录并并存档有助以后的跟踪工作。
(4)圆柱形轴承箱的内孔直径,通常使用内量规测量各三个平面的四个点。适当填写测量记录并存档有助以后的跟踪工作。
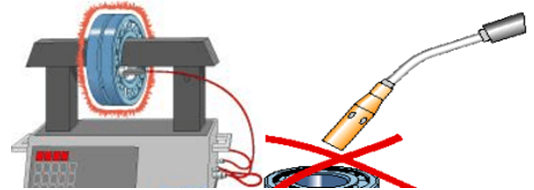
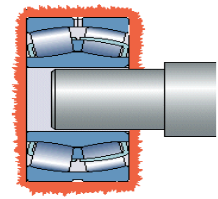
(5)轴承加热。一般情况下,轴承温度高于轴80 到90°C (144 到162°F)已足够进行安装。轴承加热温度不可得高于120°C (257°F),轴承加热的方法最常用的是采用轴承加热器进行加热,若无轴承加热器的情况下,也可采用油槽加热法(采用油槽加热法时油槽底部50~70mm处设金属网,轴承置于网上,大轴承要用钩子吊起,轴承不宜直接放于油槽底部防止轴承局部受热过高或槽底沉淀杂物进入轴承)、烤箱加热法等,不应使用明火加热。
(6)将轴承装在轴上并推到轴肩处,保持位置直到其缩紧在轴上,在安装时需要对轴承进行敲击时,只能用软材料(如:铜棒或尼龙棒等)进行敲击,敲击部位只能敲击轴承内圈。
(7)将轴承推到正确位置。 装上锁定装置。
(8)确定轴或轴承外圈可轻易转动
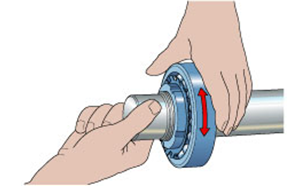
(9)用塞尺测量调心轴承的装配游隙。
无论采用哪种方法都应注意按照原则、要求操作,必须按照程序办,并做好原始记录。装配结束后,一定要根据工作条件对其结果进行复查,并做好间隙调整,保证轴承游隙,达到使用要求。